Il rilevamento e la contraffazione delle contraffazioni Il test di autenticità eseguito da RGM SPACE si basa su:
Conoscenza completa del campo dei componenti elettronici;
Laboratorio certificato ISO 9001 e ISO 9100;
Certificazione EN 9120;
Capacità interne complete e team esperto.
In un periodo di scarsità di materiali e lunghi tempi di consegna, l’acquisto di parti elettroniche contraffatte è un rischio che va gestito per evitare problemi sul prodotto finale.
La linea di condotta più sicura è acquistare direttamente dal produttore, ma a volte i tempi di consegna forniti non sono compatibili con i tempi del progetto per l’acquisto di lotti prontamente disponibili. Per mitigare il rischio di acquistare tali lotti, è consigliabile un’analisi di rilevamento della contraffazione.
Lo scopo dell’analisi di rilevamento della contraffazione è identificare ogni possibile caratteristica che possa indicare che le parti ricevute sono diverse da una parte originale non montata.
Dopo un’accurata revisione della documentazione, viene eseguita un’approfondita ispezione visiva esterna delle parti.
La superficie, la marcatura e le terminazioni vengono controllate per verificare che tutto sia come previsto.
Anche le radiografie possono essere utilizzate per verificare in modo non distruttivo l’uniformità del lotto e la corrispondenza con il layout definito nella scheda tecnica/ specifica.
Successivamente, la superficie del dispositivo viene testata per garantire che non sia stata in alcun modo rielaborata con tecniche quali rimarcatura, resurfacing o black topping.
Infine le parti vengono delidded/depositate per verificare l’originalità dello stampo. Quando disponibile, ogni test viene confrontato con un campione d’oro.
Il sistema di qualità RGM SPACE è conforme alle linee guida internazionali SAE per AS6081 (Fraudulent/Counterfeit Electronic Parts: Avoidance, Detection, Mitigation, and Disposition – Distributors).
Le nostre procedure interne tengono conto degli standard ESA, SAE e UNE.
Prova Di Tenuta
Le parti con cavità ermeticamente sigillate vengono sottoposte alla prova di tenuta in grado di verificarne l’ermeticità attraverso lo spettrometro di massa.
Generalmente, dopo questa fase, viene eseguito il test di tenuta per perdite grossolane eseguito utilizzando liquidi perfluorocarburici.
pind Test
Prima dell’apertura delle parti con cavità sigillate, viene eseguito il PIND test (Particle Impact Noise Detection) in modo tale da garantire che nessuna particella sciolta sia presente nella cavità influendo sul normale funzionamento del dispositivo o sulla sua affidabilità o persino sulla sicurezza personale.
La contaminazione di queste particelle libere è una delle principali cause del guasto dei dispositivi, per cui il PIND è un’attività fondamentale per evitare eventuali problemi futuri.
Ispezione
Il passo successivo è l’ispezione dell’assemblaggio interno delle parti. Ad esempio, i componenti passivi quali connettori, condensatori, resistenze, diodi o induttanze verranno microsezionati per assicurare che l’assemblaggio interno rispetti le specifiche MIL e ESCC.
Check al microscopio
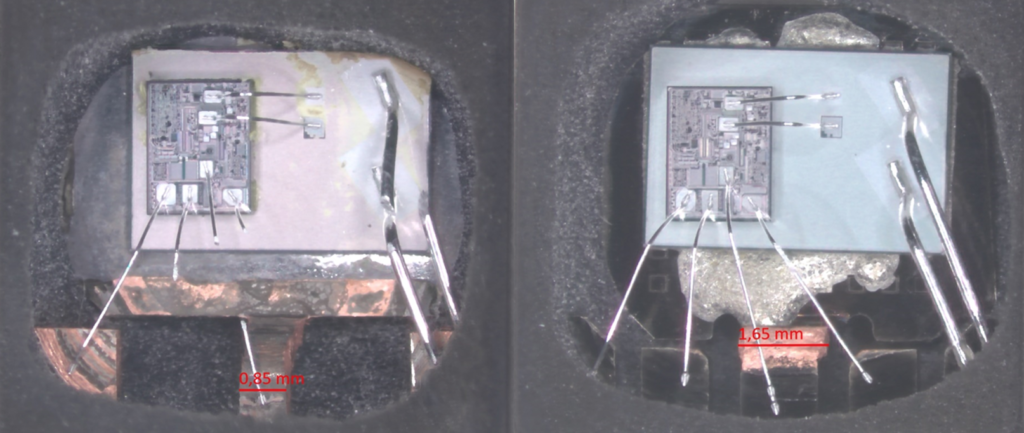
Invece, le parti come circuiti integrati, transistori o componenti ibridi saranno separati e/o depositati (a seconda del tipo di package) e ispezionati con microscopi elettronici e ottici.
Qui l’ispezione ha l’obiettivo di assicurare il corretto assemblaggio del die all’interno del package e bisogna anche verificare che il die non abbia difetti e che i fili interni siano correttamente collegati.
Ispezione visiva interna
Continuando con una ispezione visiva interna, i fili interni vengono testati per verificarne la forza di adesione accertando che siano soddisfatti i requisiti minimi di forza richiesti.
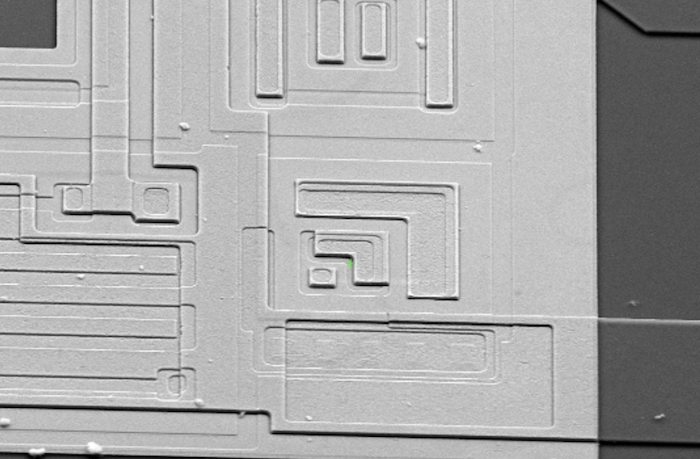
SEM
Una seconda ispezione SEM (Scanning Electron Microscope) viene eseguita sui componenti integrati dopo la rimozione del vetro che ricopre la superficie del die. Lo scopo di questa seconda ispezione SEM è di confermare che le strutture che formano il contatto tra le parti metalliche multilivello siano correttamente sagomate e formate.
Infine, le parti saranno testate per verificare la resistenza dell’adesione del die.
Scanning Electron Microscopy
SEM Analysis
RGM SPACE effettua Scanning Electron Microscopy (SEM) Analysis della superfice dei materiali, particelle e fibre, rilevando problemi di contaminazioni, investigando in caso di fallimenti, identificando particolari sconosciuti e studiando l’interazione tra le sostanze ed i substrati.
In particolare:
Microscopia correlata dei materiali;
Immagini ad elevata risoluzione ed microscopia analitica avanzata;
Sistemi di misurazione e microscopia per il controllo qualità ed affidabilità;